黑区,是消失模铸造过程中至关重要的一个工艺环节。下面从黑区的工艺组成和操作流程两个方面来揭开消失模铸造黑区的神秘面纱。
一、消失模黑区工艺组成包括:外型工部、负压体系、(熔炼)浇注工部、砂箱铸件冷却、砂箱运转工部、落砂工部、砂处理体系、除尘体系;
外型工部:待砂箱内铸件到达冷却时刻后,经过翻箱设备或落砂设备将砂箱内铸件与锻造砂脱离砂箱,此刻刚翻完的空砂箱温度较高,(为避免模型簇与砂箱触摸发作热变形,放模型簇时空砂箱待到必定时刻的冷却较为合理)
负压体系:负压体系衔接砂箱方法可采用人工对接和主动对接设备。在确保真空度的情况下方可进行浇注工作。而浇注可采用天车吊装浇注和配备浇注机进行浇注。
落砂工部:可采用主动翻箱机、天车吊装翻箱或底部落砂等方法,将型砂与铸件别离,型砂进入砂处理体系。
砂处理体系:砂处理设备是消失模锻造最主要的工序之一,是型砂质量安稳的关键环节,又是进步生产率的主要确保。
1、筛除型砂中杂质,铁片,涂料块等大块颗粒与50目以下的粉尘;
2、磁选铲除型砂中的铁豆等;
3、对落砂的降温处理(冷却至50℃以下,模型在70℃将发作变形);
4、对旧砂的运送;
5、存储型砂;
现在消失模生产线砂处理体系可全主动化,无需工人操作。
除尘体系:主要是砂处理环节与浇注环节的除尘,以到达消失模车间“空中无尘,地上无型砂”的绿色锻造技术请求。
二、消失模黑区的操作过程:
1、把需求外型的商品和直浇道、横浇道、放在架子上(要轻拿轻放并留意衔接的地方是不是有损坏和裂纹,有则需用快干涂料修补)。
2、用天车把消失模专用砂箱吊到微震台上,用螺旋进给式混砂机向砂箱内加砂,型砂距箱底50-100mm(并留意型砂的温度不高于60℃),震实并刮平。留意震实时X、Y、Z三个方向一同振荡(10秒)。
3、使用锯条、胶枪把内浇口和横浇道、直浇道悉数衔接在一同,构成一个链状。商品与箱子内外表的间隔应大于100mm,直浇道要放垂直。
4、当横浇道粘接后必定要用石棉布封住用快干涂料修补。
5、应首先将少量型砂填围在浇注体系和商品底部周围,使商品和浇注体系牢牢定位,随后即可填上型砂。
6、用螺旋进给式混砂机加砂,在向箱子内加砂的时分要留意要均匀加砂,且加砂量不能太大以避免把衔接处松动(或商品变形)。在填砂埋箱过程中不能损害容貌,不使涂层脱落。型砂不能直冲着容貌下去,应冲着砂箱壁,再渐渐往中心填砂。
7、在刚开始震实时应当先Z向,后X、Y、Z三个方向一同振荡且时刻2分钟。
8、格外难于填砂部位,应辅佐人工填砂,关于容貌上的深孔、盲孔和死角区的填砂操作,最佳先在其中预填上含粘结剂的型砂并捣实。顶部吃砂量应大于150mm。
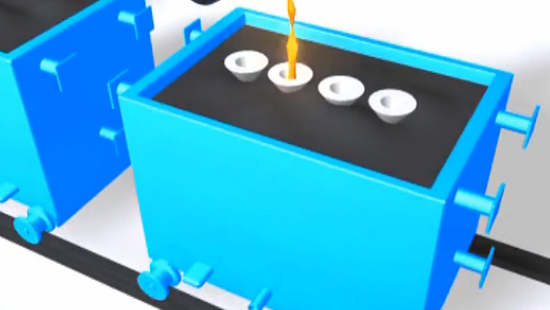
9、把直浇道周围的砂子应修补平坦并做砂托(用树脂砂),然后沿砂的外表用刀片把剩余直浇道切除,在上面放一层塑料以保抽真空的作用,把准备好的浇口杯对准直浇口放在塑料上(浇口杯与塑料之间放一层石棉布避免吸入型砂),在塑料上部放砂(厚度不低于50mm)且在浇口杯的周围多放砂。
10、用天车把消失模专用箱吊到抽真空机器周围,以便于抽真空。