该项目于2013年头开端施行,2013年10月进行试出产,从2014年元月起实行三班制连续出产,根本达到了规划要求。
本出产线是一种闭式流水线,刚性衔接,强行拍节,平行作业。这种安置的优点是安置紧凑,流水线占地面积小,出产效率高,减少操作人员,减轻劳动强度等。
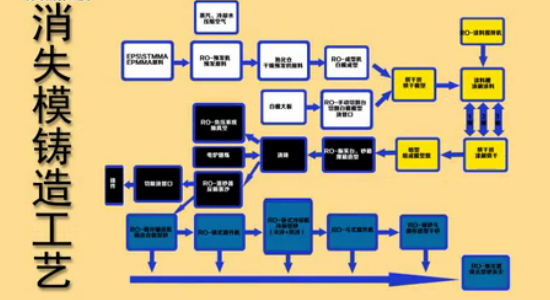
外型出产线:两条平行的砂箱运送轨迹、在轨迹的两头设有转运车和液压推箱体系,组成了砂箱循环的作业形式。
外型工位分:加底砂、震实、放白膜、加砂震实、铺盖膜、加盖砂、放浇口杯等程序。造好的铸型经过液压推进机步移式的移动至浇注段,接上真空管道进行浇注,浇注后的铸型经过转运车进入保温冷却段,然后由翻箱机将铸型翻箱倒入落砂格子板上,铸件取出,旧砂经砂处理后回用。
消失模出产节拍核算
年出产钢领为10000t合格铸件,全年作业日为251天,每班8小时出产铸件10000t /251d=39.84t/d。按铸件合格率95%,铁水收得率85%核算,则天天消化铁水40t/ 95% /85%=49.5t,每小时消耗铁水49.5/ 8=6.2t。
本线砂箱内尺度Φ850×1000mm,铸件最大分量500kg,以均匀每箱300kg核算,每小时进行外型、浇注、出件6200kg/300=20.6箱,取20箱。
每小时的用砂量:0.8×0.852m3/箱×2t/m3×20箱/h=23.12t/h,按25t/h规划(每箱砂子分量1.16t)。