一、消失模铸造生产线简介:
消失模铸造按EPC技术先制成泡塑模型,涂挂特制涂料,枯燥后置于特制砂箱中,填入干砂,三维振荡紧实,抽真空状态下浇铸,模型气化消失,金属置换模型,复制出与泡塑模相同的铸件,冷凝后开释真空,从松懈的砂中取出铸件,进行下一个循环。
二、消失模铸造生产线优点:
1、取消了砂芯和制芯工部,根除了因为制芯、下芯构成的铸造缺点和废品;
2、大型铸件的表面光洁度高;
3、大型铸件尺度形状精确,重复性好,具有精细铸造的特色;
4、采用无粘结剂、无水分、无任何添加物的干砂外型,根除了因为水分、添加物和粘结剂导致的各种铸造缺点和废品;
5、不合箱、不取模,大大简化了外型技术,消除了因取模、合箱导致的铸造缺点和废品;
6、大大简化了砂处理系统,型砂可悉数重复运用,取消了型砂制备工部和废砂处理工部;
7、可在抱负位置设置合理形状的浇冒口,不受分型、取模等传统要素的制约,减少了铸件的内部缺点;
8、易于完成机械化主动流水线出产,生产线弹性大,可在一条生产线上完成不一样合金、不一样形状、不一样大小铸件的出产;
9、减少了粉尘、烟尘和噪音污染,大大改进了铸造工人的劳作环境,降低了劳作强度,以男工为主的行业能够变成以女工为主的行业;
10、零件的形状不受传统的铸造技术的约束,解放了机械规划工作者,使其依据零件的运用性能,能够自由地规划最抱负的铸件形状。
三、消失模铸造生产线流程:
1、预发泡。
模型出产是消失模铸造技术的第一道工序,杂乱铸件如汽缸盖,需求数块泡沫模型别离制作,然后再胶组成一个全体模型。一般经过蒸汽迅速加热来进行,此期间称为预发泡。
2、模型成型。
经过预发泡的珠粒要先进行安稳化处理,然后再送到成型机的料斗中,经过加料孔进行加料,模具型腔充满预发的珠粒后,开端通入蒸汽,使珠粒软化、膨胀,挤满一切空地而且粘组成一体,这么就完成了泡沫模型的制作进程,此期间称为蒸压成型。
3、模型簇组合。
模型在运用之前,有必要寄存恰当时刻使其熟化安稳,典型的模型寄存周期多达30天,而关于用规划独特的模具所成型的模型仅需寄存2个小时,模型熟化安稳后,可对分块模型进行胶粘联系。
4、模型簇浸涂、枯燥。
为了每箱浇注可出产更多的铸件,有时将很多模型胶接成簇,把模型簇浸入耐火涂料中,然后在大约30~60C(86-140F)的空气循环烘炉中枯燥2~3个小时,枯燥以后,将模型簇放入砂箱,填入干砂振荡紧实,有必要使一切模型簇内部孔腔和外围的干砂都得到紧实和支撑。
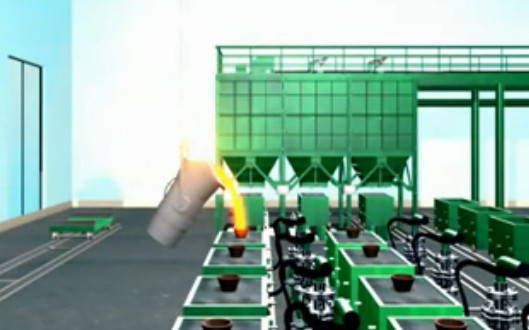
5、浇注。
模型簇在砂箱内经过干砂振荡充填坚实后,抽真空构成负压加强紧实度,铸型就可浇注,熔融金属浇入铸型后,模型气化被金属所取代构成铸件。 在消失模铸造技术中,浇注速度比传统空型铸造更为要害。假如浇注进程中止,砂型就可能陷落构成废品。因此为减少每次浇注的不同,最佳运用主动浇注机。
6、落砂整理。
浇注以后,负压坚持一段时刻后开释真空,铸件在砂箱中凝固和冷却,然后落砂。铸件落砂相当简略,倾翻砂箱铸件就从松懈的干砂中掉出。随后将铸件进行主动别离、整理、检查并放到铸件箱中运走。 干砂经砂处理系统处理冷却后可从头运用,很少运用别的附加工序,金属废料可在出产中重熔运用。