砂处理系统是消失模铸造工艺过程中至关重要的工站环节;砂处理系统的运行好坏直接影响着消失模铸件的品质和性能。为了满足高品质、高效率的铸件生产,给消失模铸造生产线搭建一条全自动化砂处理生产线亟不可待。下面,笔者就为大家介绍一下全自动砂处理生产线。
一、全自动砂处理生产线的设计要领:
1、生产线的控制采用PLC全自动控制。控制方式分别由模拟屏、触摸屏及工业计算机控制。
2、全自动砂处理生产线的砂处理量要满足生产纲领的需要。常见的如5t/h、10t/h、20t/h、30t/h、40t/h、50t/h、60t/h及更大的120t/h砂处理线。
3、环境控制要合格。消失模砂处理生产线要经过核算砂处理系统的除尘风量,依据核算风量挑选除尘器风机的功率。完结除尘系统管路的设计,每个扬尘点均设风量调节阀以控制各管路合理的风量。
4、消失模铸造自动化生产线砂箱的运转必须要达到全自动化。特种砂箱在辊道或轨道上运转,由液压推箱机、电动过渡小车、全自动液压翻箱机完成。砂箱的运转时间与生产线节拍共同。由触摸屏自动控制运转节拍,完成砂箱全自动化运转的请求。
二、全自动砂处理生产线应具备的功能系统:
1、落砂筛分。
筛分分二级筛分,一级筛分由振荡运送筛分机筛除翻箱落砂中大于φ5的杂物;二级分层直线振荡筛筛过大于10目及小于100目不适用的细砂和杂物,添加砂子的透气性。
2、风选、磁选功能。
风选机靠自身调节使干热砂形成流幕状下落,砂、尘的分级靠调节阀,调节风量的大小来控制。永磁分离滚筒进行砂铁分离。磁选后的干砂落入到下工序的连接设备中,磁选出的铁豆飞边等流入到废料箱内。粉尘从风选机的除尘口进入到除尘系统。
3、采用二级旧砂冷却方式,可保证流水线的连续生产运行。
根据消失模生产中热砂的冷却速度慢的特色,本系统选用了二级旧砂冷却方法。落砂时砂子的温度由500℃经此环节使砂温冷却到50℃以下。冷却环节一般选用一级水冷式欢腾冷却床冷却,二级选用砂温调节器冷却。在进行热交换一起,欢腾状况的干砂中,粉尘跟着热交换构成的热空气一起被抽入除尘器,使冷却的干砂粉尘含量大大下降,保持干砂杰出的透气性,完成了降温、除尘。
4、砂输送环节
砂输送在落砂时砂温很高,采用振动输送机、链式斗提机可保证高温下砂子的输送,并且使用性能良好。经过冷却后的砂子可以选用带式提升机和皮带输送机实现砂子在高度和水平距离间输送。
三、全自动砂处理生产线应具备的设备体系:
全自动砂处理生产线应具备的设备主要由卧式冷却床主机、高压风机、供风管道、吸风机、砂流量调节装置等部件组成,具有冷却和除尘等功能。
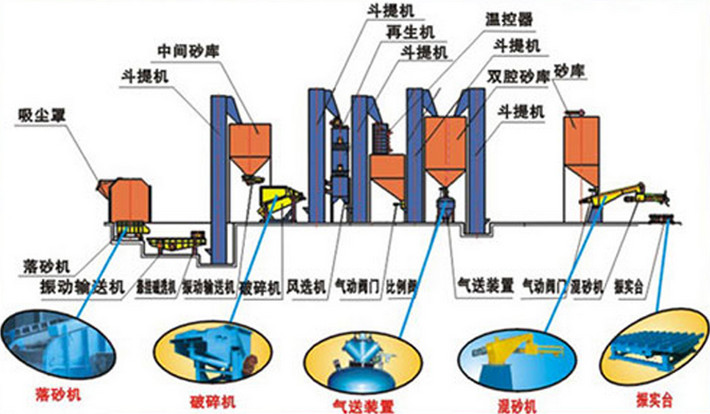
四、全自动砂处理生产线流程图: